
Use the print buttons in the Preview
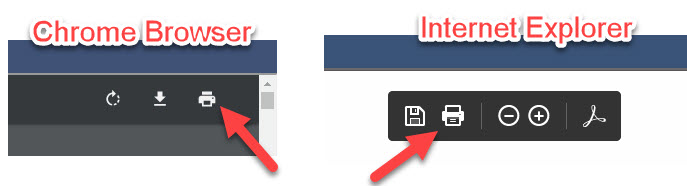
To properly print this document, hover your mouse over the document PREVIEW area and controls will appear. There you can DOWNLOAD or PRINT this document.
To properly print this document, hover your mouse over the document PREVIEW area and controls will appear. There you can DOWNLOAD or PRINT this document.